
Le nouveau système nécessitait également un alliage unique pour remplacer les anciennes bandes thermoscellées en nichrome. Le TOSS Alloy-20,® a alors été introduit. Ce nouvel alliage est capable de modifier sa résistance électrique de manière prévisible et mesurable en fonction de sa température. Un contrôleur à ultra-haute réponse pouvait alors être utilisé pour surveiller la température réelle de la bande thermoscellée en contrôlant le changement de sa résistance. Le contrôleur pourrait alors ajuster automatiquement la puissance fournie à la bande thermoscellée conformément à un programme préétabli. Les tentatives précédentes pour atteindre ce degré de contrôle en utilisant des thermocouples ou des RTD ont échoué parce que les capteurs ne pouvaient surveiller la température qu'à un seul endroit et qu'ils étaient beaucoup trop lents à réagir.
Ces dernières années, les méthodes et les moyens de sceller les films plastiques et d'assembler les composants en plastique sont passés de l'art à la science grâce au développement et à l'introduction de processus, de conceptions et de contrôles qui garantissent pratiquement un collage parfait à chaque fois. Le développement de cette capacité a été motivé par la demande de matériaux et d'emballages polymères dans des applications critiques où la défaillance n'est pas acceptable. En outre, il a été démontré que le traitement de précision réduit le taux de rejet et, par conséquent, les coûts et les marges bénéficiaires. De nombreux nouveaux matériaux polymères sont constamment mis au point avec des qualités qui élargissent leur utilité, mais en dépit de ces qualités exceptionnelles, ils s'accompagnent d'une augmentation des coûts. Il est donc d'autant plus important d'éliminer les rejets et de réduire le gaspillage de matériaux coûteux.
L'évolution de la perfection du thermoscellage
L'art du thermoscellage des matières plastiques a commencé plus ou moins en même temps que le développement des matières plastiques elles-mêmes. Les matériaux plastiques de base auraient beaucoup moins de valeur commerciale s'ils ne pouvaient pas être scellés ou assemblés efficacement.
Au départ, le scellage était effectué manuellement à l'aide de simples baguettes ou barres chauffantes. Lors du scellement manuel, le temps et la qualité du scellement dépendaient de l'habileté de l'opérateur, car le scellement était encore chaud lorsque la force était relâchée. L'intégrité du scellage dépendait donc de la capacité des couches de film à adhérer l'une à l'autre lorsqu'elles étaient encore chaudes après le processus de scellage, ce que l'on appelle le « hot tack ». Entre-temps, la bande de film doit être manipulée avec soin pour éviter d'endommager la résistance ou l'aspect du scellage à chaud.
Les machines de scellage plastique à barres chaudes utilisent des barres de scellage constamment chauffées par des cartouches chauffantes qui sont positionnées à l'intérieur de la barre aussi soigneusement que possible pour fournir un chauffage uniforme à la surface de scellage des barres. Des thermocouples ou des RTD sont également placés le plus judicieusement possible pour surveiller et contrôler la température de la barre. Malgré tous les efforts déployés pour exercer un contrôle précis de la température, la température de la barre chauffée en permanence fluctue en raison de la réponse tardive du thermocouple et du délai supplémentaire nécessaire pour réchauffer la barre à la température souhaitée. Le résultat inévitable est un dépassement de la température de la barre, suivi d'une perte importante de chaleur lorsque la barre entre en contact avec la pièce à usiner.
Certains matériaux de film plastique ont une large fenêtre de température et scelleront avec succès malgré une grande variation de la température de scellage, mais de nombreux films n'offrent pas une grande tolérance dans la plage de température de scellage. Les applications commerciales de sachets et d'assemblages en plastique ne peuvent pas risquer l'incertitude de tolérances faibles en raison de la nature de l'application. Cela est particulièrement vrai pour les emballages destinés aux soins de santé, aux aliments et aux matériaux précieux ou nocifs.
L'art d'emballer ou d'assembler des produits avec des dispositifs chauffés en permanence exigeait la vigilance constante d'opérateurs qualifiés et la volonté d'accepter un taux de rejet significatif comme pénalité pour un contrôle moins précis.
Au milieu des années 1940, la société Vertrod a introduit sur le marché le thermoscellage par impulsion. Il s'agit d'une contribution importante à l'art du thermoscellage, car elle permet de fournir une impulsion momentanée de puissance à travers une bande d'élément chauffant relativement mince qui est pressée contre deux ou plusieurs couches de film plastique. L'énergie fournie à la bande produisait suffisamment de chaleur pour assembler les matériaux, et les mâchoires pouvaient rester fermées suffisamment longtemps pour que la bande de scellage refroidisse légèrement. La technique de scellage par impulsion s'est progressivement imposée et a conquis une part importante du marché, en particulier pour le scellage du polyéthylène.
Les premières machines à sceller par impulsion sont commandées par le réglage de la tension appliquée à la bande thermoscellée et par le réglage de la durée du cycle de scellage. Sur les machines simples, la durée de chaque cycle est parfois déterminée d'un cycle à l'autre par l'opérateur.
Avec l'avènement des machines automatiques ou semi-automatiques, l'attention d'un opérateur qualifié était toujours requise car la température des barres de mâchoires de la machine se réchauffe à chaque cycle. Lorsqu'une quantité égale d'énergie est ajoutée à chaque cycle, la température de scellage devient rapidement trop élevée et doit être ajustée. En outre, la bande de thermoscellage surchauffe si l'énergie est appliquée à la bande avant que les mâchoires ne soient fermées. Cette limitation crée deux problèmes. La bande thermoscellée ne peut pas se dilater librement lorsqu'elle est chauffée sous pression et la contrainte physique à l'intérieur de la bande, combinée à la contrainte thermique, provoque une rupture prématurée de la bande. L'impossibilité de préchauffer la bande avant le contact prolonge la durée du cycle de scellage et réduit la cadence de production.
Plusieurs dispositifs ont été essayés pour tenter d'ajuster ou de compenser automatiquement ces limitations, mais aucun d'entre eux n'est totalement satisfaisant. Néanmoins, les premières mesures ont été prises pour faire évoluer la technologie du thermoscellage vers moins d'art et plus de science.
La technologie TOSS
Dans les années 1970, la société allemande TOSS GmbH a reconnu la nécessité d'un système de contrôle de la température à haute réactivité. Ce système devait surveiller en permanence la température de la bande thermoscellée, l'élever à un point de consigne prédéterminé en quelques millisecondes et la maintenir à un point de consigne précis pendant un temps de scellage prédéterminé afin de permettre au scellé de se coller et de refroidir.

En outre, des composants électriques tels que des transformateurs et des transformateurs de courant capables de répondre de manière prévisible aux signaux générés par le contrôleur étaient également nécessaires. La coordination de cette famille de composants apparentés, ainsi que les bandes thermoscellées spéciales, les barres thermoscellées et les matériaux de revêtement des barres, forment le système complet connu sous le nom de technologie TOSS.
Ce système complet appelé TOSS Technology a été introduit mondialement par TOSS GmbH en Allemagne et TOSS Machine Components aux Etats-Unis pour le thermoscellage par impulsion de matériaux polymères. Latechnologie TOSS est l'application systématique des différents éléments nécessaires pour produire de manière prévisible des "joints parfaits.... à chaque fois".
Bandes thermosoudables TOSS Alloy-20
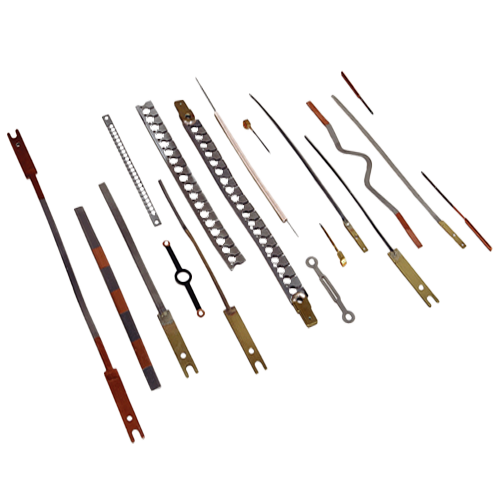
Il est absolument essentiel qu'un matériau d'alliage utilisé pour l'élément de thermoscellage soit durable et puisse prendre les différentes formes requises pour le scellage et la découpe. Alors que les rubans de thermosoudure en nichrome étaient utilisés à l'origine en raison de leur résistance électrique élevée, ils sont mous, moins durables et ne conservent pas leur forme lorsqu'ils sont façonnés dans les différentes configurations utilisées dans l'état actuel de la technique. Les entreprises TOSSont introduit les bandes thermoscellantes TOSS Alloy-20, qui sont plus résistantes et durent plus longtemps.
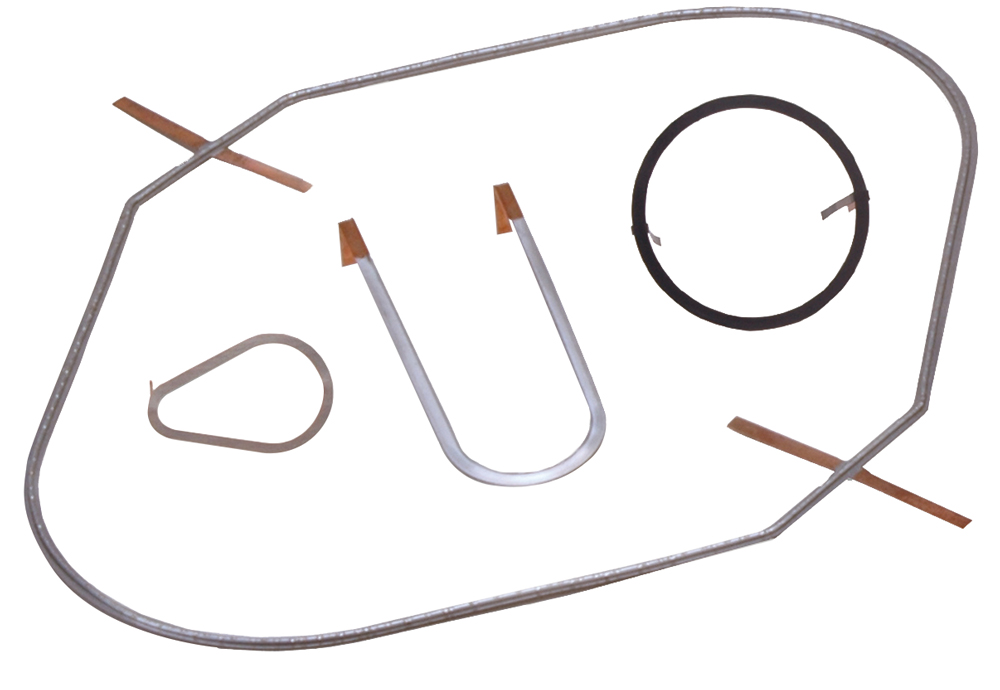
Pour obtenir une précision optimale dans le scellage des matières plastiques, il est important de choisir la configuration de la bande thermoscellante la mieux adaptée à la tâche à accomplir. Les bandes thermocollantes conçues scientifiquement sont disponibles auprès des sociétés TOSS dans plus de 300 tailles et formes différentes. Lors du choix d'une bande, la largeur est généralement déterminée par la nature de l'application.
L'épaisseur, en revanche, est plus souvent liée à la nature du film ou de l'objet à sceller. Les bandes plus épaisses, supérieures à 0,2 mm, chauffent et refroidissent plus lentement, mais elles sont plus durables et, lorsqu'elles sont préchauffées, elles emmagasinent plus de chaleur qui sera transmise à la pièce à sceller, ce qui accélère le cycle de scellage. Les films plus épais, supérieurs à 6 millimètres, ou les brides de raccord épaisses seront mieux scellés par l'utilisation d'une bande plus épaisse. Dans le cas de matériaux fins, une bande plus fine, inférieure à 0,2 mm, chauffera et refroidira plus rapidement, ce qui permettra d'augmenter la cadence de production.
Des fils de coupe ou des bandes de scellage sont également disponibles pour couper et sceller entre des emballages adjacents ou sceller les bords des films tout en coupant une pièce adjacente ou un matériau de rebut. Lors de la découpe de matières plastiques, des bandes spéciales sont utilisées. Elles sont constituées d'un bourrelet surélevé qui est chauffé à une température légèrement supérieure à celle de la partie adjacente de la bande thermoscellée, ce qui permet de créer un joint de la largeur souhaitée. Les bandes standard sont disponibles dans une variété de tailles. En outre, des bandes sur mesure peuvent être fabriquées pour obtenir des performances idéales sur des compositions et des épaisseurs de films plastiques spécifiques. Des bandes profilées sont également disponibles pour découper des courbes, des ronds, des ovales ou des formes irrégulières pour des produits tels que les gants ou les vêtements de protection.
Mâchoires de thermoscellage TOSS
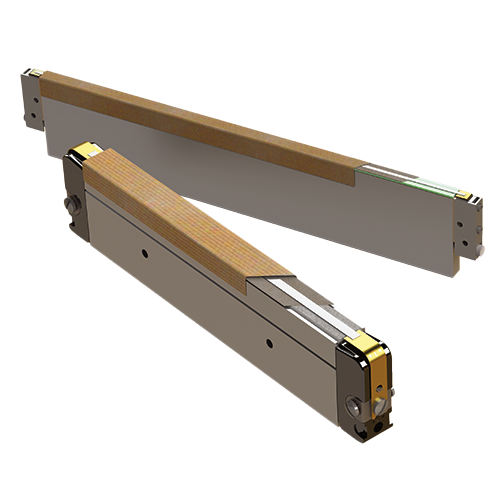
Les joints thermiques peuvent être fabriqués en différentes longueurs et configurations. Cela représente un nouveau défi, car le joint parfait doit être uniforme sur toute sa longueur, qu'il s'agisse de quelques centimètres ou de plusieurs pieds. La force appliquée doit être absolument uniforme sur toute la longueur du joint.
En travaillant sur des centaines d'applications, il est apparu clairement que les meilleures barres de mâchoires thermoscellées sont des barres en aluminium avec une section transversale généreuse. Étant donné qu'un scellage parfait n'est obtenu qu'une fois le scellage refroidi, il est utile d'utiliser des barres de mâchoires massives ayant une chaleur spécifique élevée afin que les barres puissent absorber la chaleur résiduelle pendant le cycle de refroidissement. Dans le cas de barres courtes, ce n'est pas un problème car les barres peuvent être usinées pour être plates et vraies. Les barres longues présentent une situation différente car, malgré tous les efforts, les tolérances commerciales des matériaux de base ne sont pas suffisamment précises pour assurer la précision nécessaire à une force uniforme. L'usinage de précision des barres longues est également plus difficile. Les entreprises TOSS ont résolu ce problème en faisant extruder sur mesure leurs barres de mâchoires en aluminium pour obtenir les tolérances plus étroites requises. De plus, la face de contact de la barre de mâchoire est pourvue d'une zone soulagée pour recevoir un revêtement autocollant en caoutchouc de silicone. La barre de mâchoire TOSS est également conçue pour recevoir des blocs d'extrémité de mâchoire spécialement conçus, isolés et à ressort, qui garantissent automatiquement que la bande thermoscellée est correctement positionnée et tendue lorsqu'une bande thermoscellée d'origine ou de remplacement est installée. Aujourd'hui, grâce à la technologie scientifique disponible, il est possible de réaliser un scellement ou une coupe précis(e) et prévisible à chaque fois en utilisant un système autorégulé et en laissant très peu de place au hasard.
Ce qui était de l'ordre de l'art est désormais de l'ordre de la science.
